Question
A rudder of a vessel requires extensive
welding repairs and as second engineer you are requested to supervise:
Suggest a suitable type of welding process
State with reasons four common welding
defects
State
what tests may be carried out before returning the rudder to service.
Answer.
a) The welding process most suitable for rudder repair
is Manual Metal Arc welding (MMA). The reasons for using this basic process are
1) It will probably be an in situ repair in Dry dock requiring multj positional welding (down hand, overhead, horizontal, vertical ) . MMA is
versatile in this respect. 2) There will be no special steel involved, thus
basic electrodes , techniques are to be tested. (although castings may be in rudder structure taken care by
preheating). 3) Welding in an exposed environment means that semi automatic
processes such as-MIG would be difficult (shielding gas blown away) unless
protected by an enclosure.
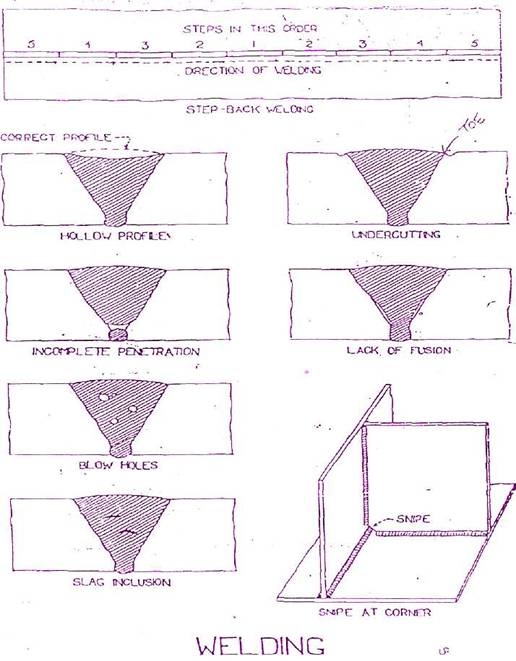
FOUR COMMON WELDING DEFECTS:
1)UNDERCUT: This is a groove or channel along the toe of
the weld caused by wastage of the parent metal which could be due to too high a
welding current or low welding speed.
2)INCLUSION: Any slag or other entrapped matter is an
inclusion defect. Surfaces to be welded must be free from foreign matter e.g. grease , oil, mill scale, metal chipping etc. During welding
the slag must not be allowed to get in front of the molten metal or it may
become entrapped. Also when welding is interrupted for changing of electrodes
or when another run is to be laid , the already
deposited metal should be allowed to cool, the slag should then be chipped and
brushed oft
3) INCOMPLETE ROOT PENETRATION: It is a gap caused by failure of the weld
metal to fill the root This may be due to fast welding speed or too low a current.
4)LACK OF FUSION: This could occur between
weld metal and the parent metal, between different layers of weld metal or
between contact surfaces of parent metal.
It could be caused by incorrect current or voltage, dirt or grease
c ) Rudder should be hydraulically pressure tested up
to 2.4 m of water head for confirming water tight integrity welding work first
should be tested by NDT testing means ,
X-rays , Ultrasonic testing. If it is satisfactory
then hydraulic test should be carried out. Rudder drop to be checked to confirm
no load on the pintle bearings, condition of pintle bearings , free movement of
rudder 35o on either side , external rudder stoppers etc, before rudder is put
back into service. Proper fitment of sacrificial anodes.
Rudder closing plate and bottom drain to be checked for proper fitment. Rudder stock palm nuts to
be covered with cementing.