NON - DESTRUCTIVE TESTING
1. LIQUID PENETRANT OR DYE PENETRAIMT METHOD;
In this method, area to be tested for crack detection, is sprayed or soaked with a low viscosity powerful dye. The dye is sprayed with an aerosol. After allowing time for penetration, the area is wiped clean and covered with a liquid which dries to leave a chalky sediment (developer). The penetrant stains the developer along the line of the crack.
Another method uses a fluorescent dye, which penetrates the crack by capillary action. After allowing time for penetration, the area is viewed under the ultra violet light; any faults will be shown up by the glow of the penetrant in them.
2. MAGNETIC CRACK DETECTION:
This type of test is suitable only for materials which can be magnetized (can not be used for austenitic steels or non-ferrous metals). After the test the component is normally demagnetized.
A magnetic field is produced in the component by means of an electric current or permanent magnet and fine magnetic particles are spread out on the surface. Cracks are revealed by a line of magnetic particles.
The powder used, may be black iron oxide held in suspension in thin oil, is dusted on the surface, powder tends to collect at the crack due to the magnetic effect.
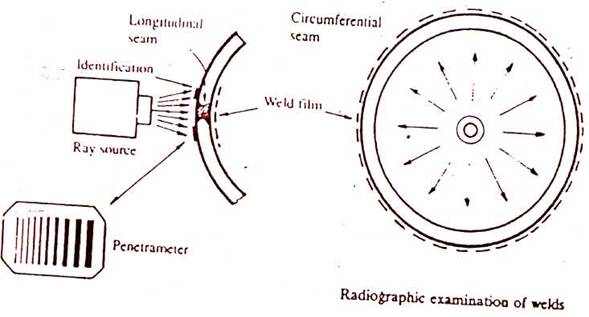
RADIOGRAPHIC INSPECTION:
X-Rays and Gamma Rays are used for inspection of welds, castings, forgings etc. for detecting faults such as porosity, slag inclusion, lack of fusion, poor penetration, cracks and under cuttings. Faults in the metal affect the intensity of rays passing through the material. Film exposed by the rays gives a shadow photograph when developed.
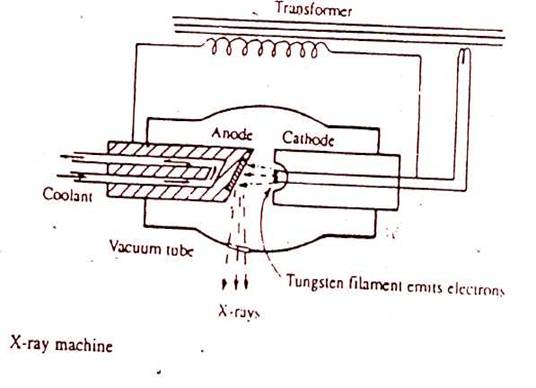
A high d.c.voltage (from 200 kv to 400 kv) is applied across anode and cathode of an x-ray machine-electrons emitted from the tungsten cathode, about 1 % of which are deflected as x-ray and allowed to fall on the test piece. The wavelength of rays are below that of light, in the order of 10-8 to 10-10 cm (1 Angstrong = 10-8cm) and intensity is measured in roentgen. The reflected rays from the test specimen are viewed by a skilled radiographer and nature of the defect is assessed.
Gamma rays are produced by a radioactive source such as cobalt 60, iridium 192 or caesium 137. They are an alternative to x-rays and have a shorter wavelength and are spontaneously emitted by decay of the source. The seated capsule for the gamma ray source protects personnel from harmful radiation. Neither an electrical supply nor cooling is required. Radiographs obtained are viewed by radiologist on a uniformly illuminated diffusing screen and any irregularities are ascertained.
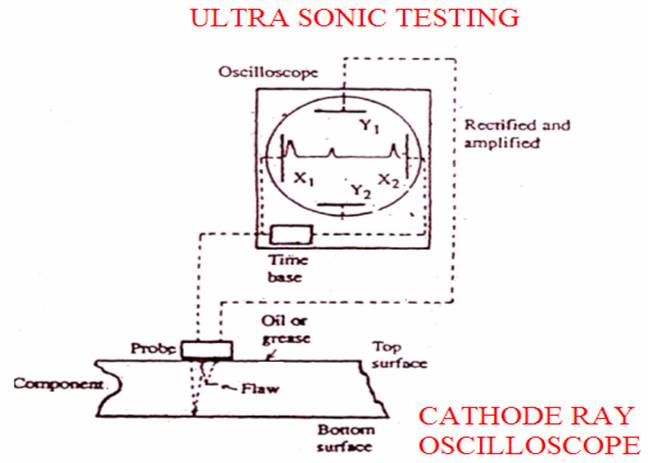
ULTRASONIC TESTING:
Internal flow detection by ultrasonic means in principle similar to radar. The probe emits high frequency sound waves which are reflected back by any flaws in the object, reflections are also received back from the opposite surface. The probe is
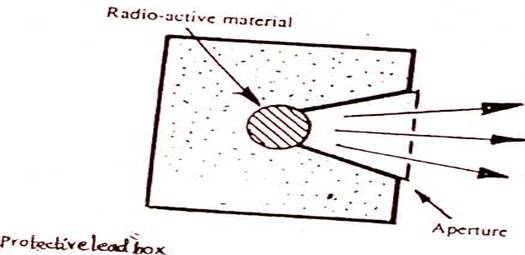
Gamma ray source
connected to a cathode ray oscilloscope which shows the result in a simple way.
A single probe can be used, which combines both transmitting and receiving functions. The probe contains a slice of quartz which is cut in a particular plane from a quartz crystal. The quartz has a special property which is that it will pulse if an alternating current is applied to it. Opposite faces of the crystal are coated with a thin metallic film for connection to the electric supply. The quartz will expand and contract at the rate of applied frequency (i.e. vibrates). The amplitude is greatest at resonant frequency (i.e. natural frequency of the quartz). The action is reversible in that mechanical pulses received by the quartz will produce a small voltage across it.
The cathode ray oscilloscope connected with the quartz probe shows the pulses reflected from the test material and the peaks obtained measured at appropriate scale determines the thickness of the material as well as any flaws inside the material.