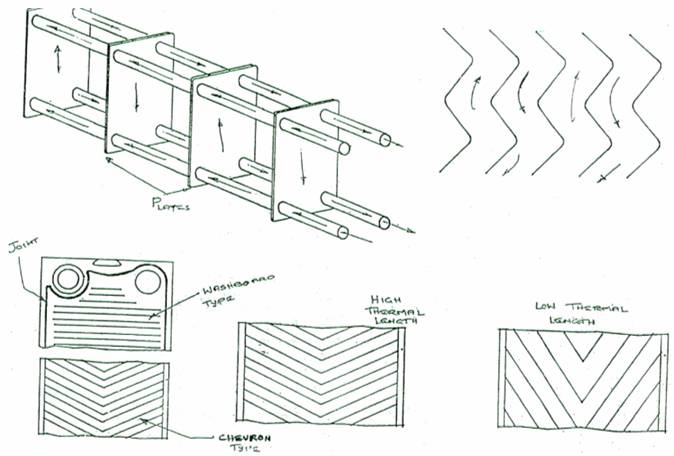
PLATE TYPE HEAT EXCHANGER : Plate type heat exchanger are made up from an assembly of identical metal pressings, with horizontal dashboard type, chevron pattern or herring - bone pattern corrugations, each with a nutrile rubber gasket.
The plates which are supported beneath and located at the top by parallel metal bars are held together against an end plate by clamping bolts. The arrangement fascilitates addition of plates in pairs to increase capacity as well as damaged plates can easily be removed. Four branch pipes on the end plates align with ports in the plates through which two fluids pass. Seals around the ports are so arranged that one fluid flows in alternate passages between plates and the second fluid in the intervening passages
The plate corrugations promote turbulence in the flow of both fluids and to encourage efficient heat transfer, turbulence as opposed to smooth flow causes more of the liquid passing between the plates to come into contact with them. It also breaks up the static boundary layer of liquid which tends to adhere to the metal and act as a heat barrier when flow is slow. The corrugations makes the plates stiff and stronger so permitting the use of thin material. They additionally increase plate area, both of these factors contribute to heat exchange efficiency.
Titanium or stainless steel plates are used which are extremely corrosion/erosion resistant and even better than cupro - nickel (70 : 30). They are also resistant to sulphide pollution in sea water. Light weight of titanium (density 4.5 kg/m3) is also an added advantage. While titanium has great corrosion resistance itself because it is more noble than most materials used in marine system, it also tends to set up galvanic cells with other metals. The cathodic titanium makes the other metals anodic and likely to suffer wastage. The possibility of corrosion is reduced by careful choice of compatiable materials, coating of the titanium or use of cathodic protection.
The joint material is normally nitrile rubber which is bonded to the plate with suitable adhesive such as plibond. Other joint materials for higher temperatures are available, such as compressed asbestos fibre. The nitrile rubber is suitable for temperature up to 100°C. At high temperature, the rubber hardens and loses its elasticity. The rubber joints are compressed when the cooler is assembled and clamp bolts tightened. Overtightening must be avoided to prevent damage.
One end of the tube plate is fixed, wheras the other end is expandable and two rubber 'O' rings seals the end. The tell - tale hole arrangement indicates leakage through the rings.
ADVANTAGES :
(1) Plate coolers are smaller and lighter than a tube cooler giving the same performance.
(2) No extra space is required for servicing (a tube cooler requires enough elearance at one end to remove the tube rest).
(3) High efficiency compared to size.
(4) Plates can be added, in pairs, to increase capacity and similarly damaged plates can be easily removed, if necessary.
(5) Cleaning is simple as is maintenance.
(6) Turbulent flow helps to reduce deposits which would interfere with heat flow.
DISADVANTAGES :
(1) In comparison to tube coolers, in which tube leaks are easily located and plugged, leaks in plates are sometimes diffiuclt to find because the plates cannot be pressurised and inspected with the same ease as in tube coolers.
(2) Deteriorating joints between plates may be diffiuclt to remove and there is difficulty in bonding new joints.
(3) Tube coolers may be preferred for lubricating oil cooling because of the pressure differential.
(4) Cost of the plates is high and bonding of new joints expensive. Crack detection difficult.
METHODS OF SERVICING:
The difficulty of removing old gaskets is overcome in the factory servicing by the use of a liquid nitrogen spray. The plates are passed through a chamber containing the spray, on a conveyer belt. The intense cold makes the gasket brittle and as the metal of the plate contracts, the resultant stress set up between gasket and plate cause the glued joint to fail. It is sufficient to bend the plate once or twice after cooling to remove the joint debris.
(2) Plates are cleaned before joint removal so that they are ready for crack detection afterwards. For this, they are sprayed with the dye peretrant and viewed under an ultra - violet light to show up any defects. New joints are fitted using a thermo setting adhesive which is cured in an oven.
Main propulsion services and heat exchangers
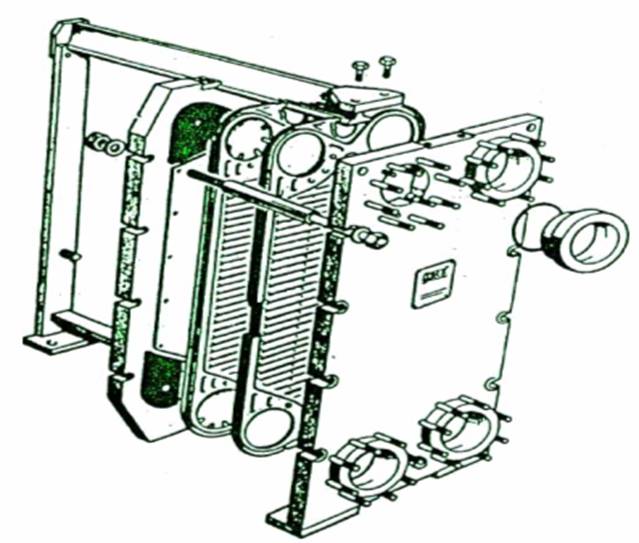
Plate type heat exchanger
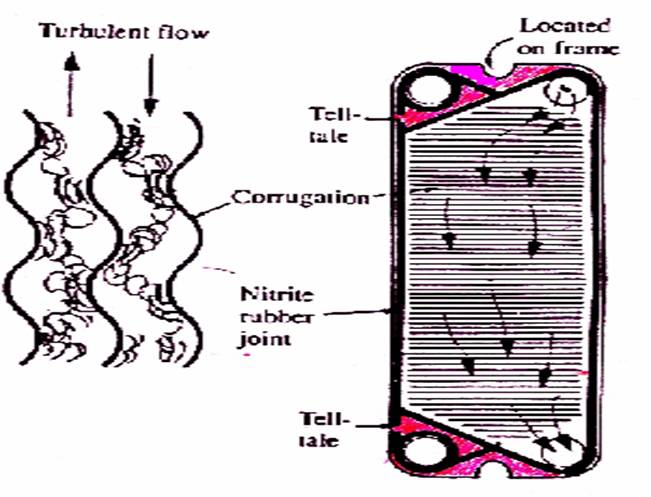
TURBULENCE PRODUCED BY PLATE CORRUGATION
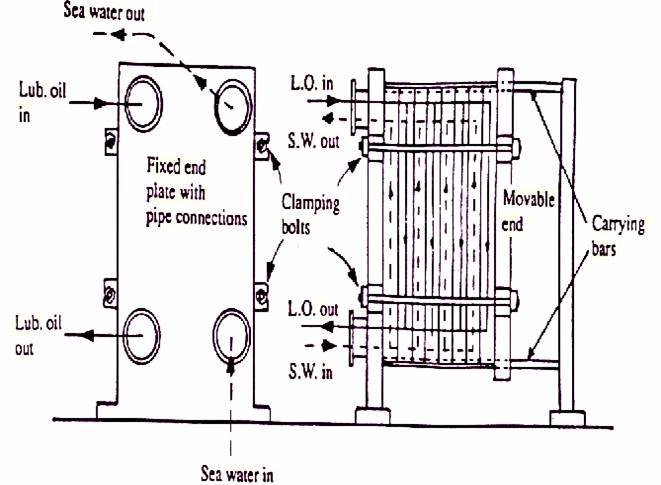
PLATE COOLER ASSEMBLY