BEARING ALLOYS
1.
Whitemetal
- Tin - base
whitemetal (upto about 12mm thick ) closely follows the composition
of Babbit's original patent, with 89.3% tin, 8.9% antimony and 1.8%
copper.
In some cases a small percentage of lead is incorporated
to improve machinability and conformability. The addition of 1.0 to
1.5% cadmium raises the tensile strength from about 914 kg/cm2
to 1048 kg/cm2, and the compressive strength is raised by
some 40%.
The bearing life depends to a large extent on the
strength of bond between the white metal and the shell. To ensure
good bonding a layer of copper is deposited electronically on the
steel shell before pouring the white metal. The bonding is then
ultrasonically tested.
2. Copper-base alloys - Copper is used as base for bearing metal, e.g! brasses are a mixture of copper and zinc while bronzes are mixtures of copper and tin with small amounts of other metals such as phosphorus, zinc or manganese. These are hard alloys which because of their tensile and compressive strengths do not require steel or iron backings. They can withstand high loads and temperatures, but embeddability and conformability are poor. Primarily they are used for slow - speed severely loaded bearings.
3. Copper - lead bearings - This is a mixture rather than a true alloy, of from 20 to 25% lead in a copper base. The copper forms the matrix which carries the load, while lead forms a relatively low melting point, low frictional constituent. Copper lead is now replacing white metal for bottom - and, main bearings and crosshead bearing as it has a higher load - carrying capacity particularly at a higher operating temperatures. For large slow speed engines, a tri - metal thin shell bearing is used, consisting of a relatively thin steel shell to support heavy loads, having a lining of copper/lead 0.5 to 3 mm thick with a white metal overlay from about 0.5 mm to a maximum of 3 mm thickness. The whitemetal overlay overcomes the weakness of poor resistance to corrosion of copper - lead. For medium - speed engines, thin walled insert liners of copper - lead of thickness 0.3 mm
THIN SHELL BEARING
and having a lead - tin overlay from about 0.018 mm to a maximum of 0.076 mm in thickness are used. The greater the thickness of the overlay the better the conformabiiity and embeddability but at the expense of lower load - carrying capacity. With harder bearing alloys including tri - metal alloys, the best results are obtained with hardened crankshaft journals and pins and crosshead pins. Cleanliness in fitting and high purity lub. oil is also essential. Because of the high melting point of copper - lead compared with white metal, there is more danger of crankcase explosion taking place.
4.
Lead - bronze bearings
- These are a
solid solution of copper - tin containing up to 50% lead, which
frequently replace the harder bronzes. Their frictional
characteristics are greatly improved but at the expense of reduced
mechanical strength. One of the main uses is in slow - speed, highly
loaded mechanisms with an intermittent oil supply.
The bronze
constituents form a load - carrying matrix.
5. Aluminium - tin Bearings - The load - carrying matrix is carefully refined aluminium to the extent of about 78%, the remainder of the alloy being 20% tin, 1 % copper and 1 % nickel. The three latter metals form the low melting point, low frictional constituent. The alloy is bonded to a steel shell. These recticular aluminium -tin alloys as they are termed, have a fatigue strength similar to that of copper - lead but are claimed to posses better embeddability and conformability. These alloys have been used satisfactorily on unhardened shafts but it is preferable to harden the journals or pins by nitriding or induction hardening. An obvious selection for this type of bearings would be for the crosshead bearings of large, slow running, marine 2 - stroke engines, as these are most difficult to lubricate and carry high specific loads in highly pressure charged engines.
![]()
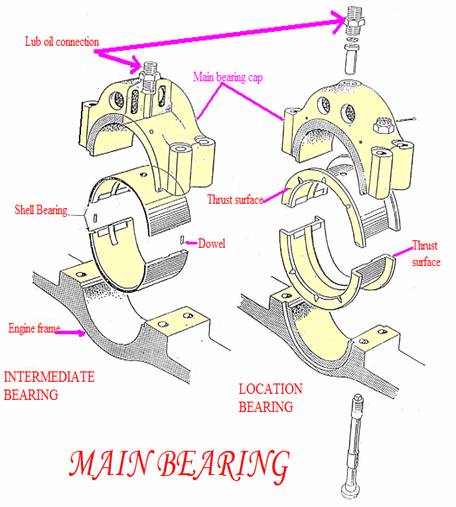
BEARINGS
There are two types of bearings in common use :
a) the cast in bearing and
b) the thin wall (or shell) bearing.
The cast in bearing is a steel housing with a white metal bearing surface cast in.
The white metal can be upto 12 mm thick. This thick coating allows a true bore to be machined in the event of distortion of the bearing casing during metalling. The thickness of the white metal is controlled by the ability to maintain the metal structure during cooling and also the risk of blocking oil supply holes in the event of wiping. Pieces of white metal can fall out of the bearing casing due to poor bonding or to fatigue damage. The life depends to a large extent on the strength of the bond between the white metal and the shell. To ensure good bonding a layer of copper is deposited electronically on the steel shell before pouring the white metal. The bonding is then ultrasonically tested.
In the modern high powered diesel engines, bearing loads are very high, the thick white metal bearing has poor compressive strength at high operating temperature and fatigue occurs. Therefore, there is a tendency in favour of steel back thin lining (shell) bearings.
Shell bearings are generally used in slow speed main and crosshead bearings. The shells are normally of steel having a bearing material bonded to them (usually about 2 mm thick), of white metal, copper - lead or aluminium - tin. The shell bearing can be fitted directly in the housing without the need for scraping or fitting work to be carried out.
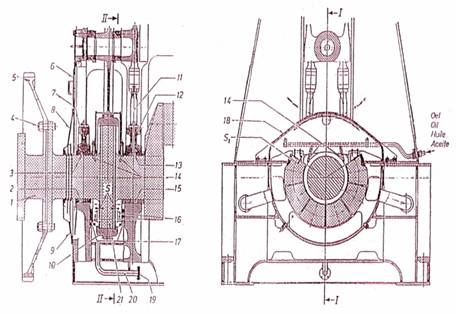
1 Driving shaft end•
2 Lower bearing shell of crankshaft bearing no. 1
3 Upper bearing shell of crankshaft bearing No. 2
4 Coupling bo1ts
5
Flywheel
6
Cover
7 Bearing cover of crankshaft bearing No. 1
8 Upper part of oil catcher
9 Lower part of oil catcher
10 Two-piece gear wheel (for camshaft drive)
11 Crankshaft bearing thrust bolt
12 Crankshaft bearing Cover No. 2
13 Upper bearing shell of crankshaft bearing No. 2
14 Oil supply pipes with nozzles
15 Lower bearing shell of crankshaft bearing No. 2
16 Thrust bearing pads
17 Spacer rings
18
![]()
19 Dummy flange
20 Drain pipe
21 Thrust collar
S Clearance (see maintenance instruction)
S1 Clearance (see maintenance Instruction)
Advantages -
1. Good bonding of material at the interface (chemical bonding).
2. Good bearing material structure.
3.
Ability to retro - fit with updated bearing material;
4.
Ability to rotate bearing if lower half is damaged.
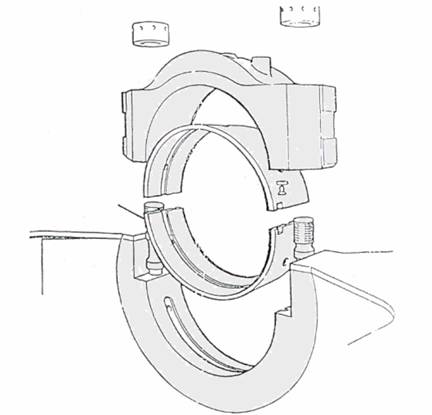
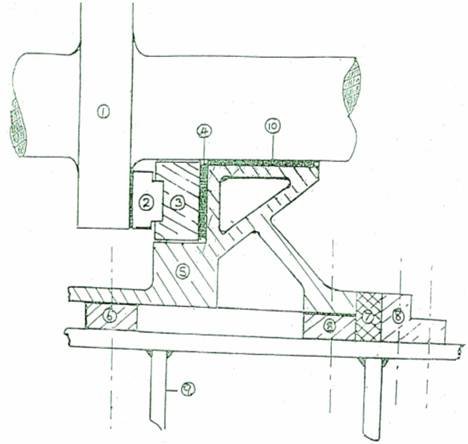
THRUST BEARING
Whitemetal faced tilting or pivoting pad transmits the thrust of the propeller to the foundation of the vessel via the bedplate. The-thrust bearing is self - adjusting with its design being based on the 'Michell' principle.
There is a forged - on thrust bearing collar on the drive end of the crankshaft. This collar runs between two rows of thrust bearing pads. The pads located towards the free engine and take the thrust when the engine is running ‘Ahead’, while the pads towards the drive end are loaded only during ‘Astern’ running.
The pads on both sides are identical on engines coupled to a fixed propeller, in case the engine is coupled to a c.p. propeller, the engine with the vessel moving 'astern' normally turns in the same sense of rotation as it does on 'ahead' running, that means that the pads for astern motion need, to be shaped accordingly.
If however, once a c.p. propeller can't be controlled due to a defect in its hydraulic system while running in direction 'ahead' or because of some other reason, the propeller has to be blocked in 'ahead' direction, the c.p. propeller then acts as a fixed propeller. The engine then needs to be reversed if the vessel has to move 'astern'.
For this reason, thrust bearings of engines driving a c.p. propeller, pads for the normal and opposite running direction are alternatively fitted to the 'astern' side, i.e. one normal, then one opposite, then a normal and so on, making altogether 3 of each type out of 6.
The running surface of thrust bearing pad is of white metal. The pads are submerged in an oil bath which is constantly being replenished from the engine lubricating system. The thrust pads can be turned out for inspection by a special device.
The two rows of thrust bearing pads extend roughly over 2/3 of the circumference of the thrust ring. A locking device is fitted into the remaining gap at the top, preventing the thrust bearing pads from revolving.
Behind each set of thrust pads one distance ring is fitted. By means of these rings, the axial clearance between the thrust flange and pads, and axial position of the crankshaft are adjusted, when engine is built.
The lubrication and cooling of both rows of thrust bearing pads is carried out by two inlets each for the 'ahead' and 'astern' pads. The oil flow rate is the same for both inlets. A nozzle is fitted at the end of the two inlet pipes. An oil bath builds up in the lower area of the row of pads. Its depth is dictated by an overflow. The overflowing oil enters the bedplate and is flows from there to the oil tank.
BENEFITS AND ADVANTAGES BENEFITS
Each pad generates its own oil film wedge from its own oil supply. Shaft radial load is distributed over at least three oil films and not dependent on just one. Thus increased capacity and efficiency.
1) Capacity to carry very high overloads when running with increased factor of safety.
2) Designed for thick oil film lubrication, no metal to metal contact, no wear, no repairs, no renewals or adjustments.
3) The tilt of the pad automatically adjusts to suit any combination of load, speed and oil viscosity even at very low speeds.
4) Short journal width made possible by the greater load - carrying capacity of the journal pads. Reduced heat generated by oil shear friction.
5) Free moving journal pads adjust to the line of the shaft.
6)
All pads are
interchangable.
ADVANTAGES
■
1) Utmost reliability.
2) Minimum frictional losses - oil shear friction only, never metallic.
3) Negligible oil consumption.
4) No adjustment necessary - positive oil film eliminates contact & wear.
5) No repair, no renewal.
6) No maintenance necessary.
7) Good overload capacity.