
CLASSIFICATION :
1. Hydrodynamic or Full fluid film lubrication - It is said to exist when the moving surfaces are separated completely by the pressure of a continuous unbroken film or layer of lubricant.
2. Boundary lubrication or thin-film lubrication exists when operating conditions are such that it is not possible to establish a full fluid film. Under such conditions friction between the surfaces in relative movement is high and some degree of metal-to-metal contact (and wear) occurs.
3. Partial Full Fluid film lubrication - This may be transitory or permanent and may be regarded as an intermediate-condition between boundary and hydrodynamic lubrication.
4. Hydrostatic lubrication - It is mainly confined to slow-moving, although often heavily loaded, mechanisms. This is essentially a form of hydrodynamic lubrication where the pressure within the oil film causing the separation of the two surfaces, instead of being self generated, is supplied from an external source by oil under pressure from a pump.
5.
Elasto hydro dynamic lubrication
: This
applied essentially to nominal point or line contact which occurs in
rolling or sliding mechanisms such as rolling-contact bearings
and meshing gear teeth. Under such conditions hydrodynamic
lubrication does not fully apply but thin film or 'squeeze film'
lubrication limits metal-to-metal contact. Two essential factors are
involved, elastic deformation of the metal and
the effect of high
pressure on the lubricant.
FLUID FILM LUBICATION :
Obviously, fluid film lubrication is the ideal condition under which to operate any piece of machinery, as sliding (or rolling) friction (with attendant heat generation) is at its minimum - therefore mechanical efficiency is at its maximum and wear of the moving parts is eliminated. This can only be achieved by establishing conditions whereby sufficient pressure is generated within the oil to seperate the relative moving surfaces. The film may be very thin with finely finished working surfaces but the rougher the finish the thicker must be the oil film to ensure complete separation.
The essential factors affecting the establishment of fluid film lubrication are :-
1) The viscosity of the oil the higher the viscosity the more readily will the fluid film be formed.
2) The speed of-rotation or sliding - the higher the speed the easier it is to form the fluid film.
3) Bearing load - the higher the load the more difficult it is to achieve fluid film lubrication.
4) The fineness of surface finish.
5) In journal bearings, the diameter of the journal, the length of the bearing and the bearing clearance are all important.
6) There must be an ample continuous supply of oil.
7) There must be convergence between fixed and moving surfaces.
Most mineral oils follow Newton's law of fluid flow which states that at any point in the fluid the shear stress is directly proportional to the rate of shear. In streamline or laminar flow, therefore
Absolute viscosity = F.t \ A.V
Shear stress = F\A, Rate of Shear = V\t
Where
F = Shear force.
t = Thickness of oil film.
A = Area supporting load.
V = Constant velocity through oil film.




Most mineral oils are Newtonian fluids except when the viscosity characteristics are artificially changed by the incorporation of high molecular weight polymenrs such as adhesive agent or viscosity index improvers. Greases are another example of a non-Newtonian Fluid.
Convergent type bearings -
Convergence must be present in a bearing combination before fluid film conditions can be established, or in simple terms the formation of an oil wedge to support the load. The majority of marine prime mover bearings are of the sliding type, either radially loaded or journal bearings or axially loaded or thrust bearings either of which may be fixed or tilting element bearings.
THRUST BEARINGS :
In the figure it is shown how a rounded or chamfered leading edge creates an oil taper or wedge between the two bearing surfaces and the pressure built up within the oil film will support the load and full fluid film condition will be established.
In tilting pad thrust bearings, a number of white metal faced flat thrust pads or segments, pivoted at the back but prevented by stops from rotating, face a machine thrust collar on the engine shaft. The leading edge of each pad is chamfered and the bearing is maintained full of oil under pressure. The rotating collar forces in oil, the pads tilt to form individual tapered oil films, the self generated pressure then completely separates the collar and the pads. With reversing type machinery the pads are free to tilt in either direction of rotation but in marine reversible diesel engines and steam turbines, a series of ahead and astern thrust pads are fitted on either side of the collar. Even so both acts of pads are free to tilt in either direction to accomodate 'hunting’ condition.
Under normal condition, the oil film thickness is in the order of 0.013 mm minimum to 0.05 mm maximum. The co-efficient of friction also varies from about 0.001 to 0.005 and loads of 35 kg/em2 are quite normal. Obviously, therefore, the mean pressure built up within the oil film must at least equal the thrust load otherwise the fluid film would be squeezed out.
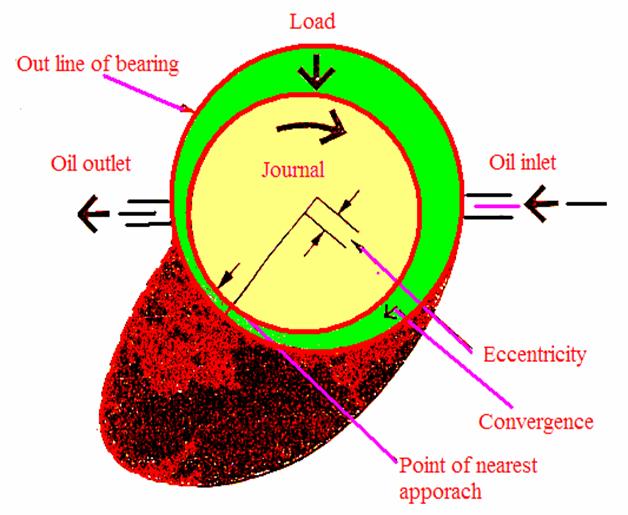
JOURNAL BEARINGS
The journal bearings are usually lined with a low frictional soft alloy, with a diameter slightly greater than that of the journal. Most common bearing lining is tin-based white metal, although harder alloys such as copper-lead, lead-bronze, aluminium-tin and various hard bronzes are employed for bearings operating under very high loads.
Loads, or perhaps more conveniently, bearing pressure is most important, as if this is too high it will not be possible to establish a fluid film. Diesel engines in particular present a difficult problem as bearing pressures can be as high as, in the order of 56-105 kg/cm2 for main bearings, 70-140 kg/cm2 for connecting rod bottom end bearings and even as high as 169 kg/cm2 for crosshead or gudgeon pin bearings. This compares with 7 - 17.5 kg/cm2 which is common for steam turbine bearings.
Journal speed, another important parameter, is responsible for maintaining fluid film. Oil viscosity is one parameter which can readily be altered to help establish the fluid film but here again only within certain limits as high viscosity oils, apart from causing excessive fluid friction within the oil are poor coolants.
Bearing clearance must be carefully controlled. If the clearance is large, the greater the eccentricity between the journal and bearing, therefore greater the convergence which is favourable to form load-supporting wedge or film. If however clearance is too large, end-leakage will take place reducing the load-carrying pressure in the oil film correspondingly. If the clearance is too small, convergence is likewise small, the restricted clearance would physically prevent the journal 'floating' on an oil film.
Bearing length is normally made equal to the diameter, because too long a length may possibly reduce the adverse effect of side leakage but as the shaft deflects under high loading conditions, bearing ends have to carry major part of the load and can lead to bearing failure.
The relationship between the coefficient of friction, journal speed, bearing pressure and oil viscosity can be explained by the equation
![]() =
f. ZN\P Where
=
f. ZN\P Where
![]() =
Coefficient of friction
=
Coefficient of friction
Z=Absolute viscosity in centipoise (centipoises=centistokeXsp.gr.) N = Speed in rpm. P = Bearing pressure in lb\in2. f = mathematical function varying with bearing design.
In
the curve between
![]() and
the ZN\P
, the starting of a journal from rest is represented by the left hand
side of the curve where boundary lubrication condition exist and
friction is very high. As speed is increased the development of fluid
film results in a rapid fall in friction until it reaches a minimum.
It then commences to rise linearly but with a much more gradual
slope. After the minimum point the rise is due to increased fluid
friction within the oil film, the value of ZN\P should preferably
exceed about 10 and should not fall below about 5 in order to ensure
hydrodynamic lubrication.
and
the ZN\P
, the starting of a journal from rest is represented by the left hand
side of the curve where boundary lubrication condition exist and
friction is very high. As speed is increased the development of fluid
film results in a rapid fall in friction until it reaches a minimum.
It then commences to rise linearly but with a much more gradual
slope. After the minimum point the rise is due to increased fluid
friction within the oil film, the value of ZN\P should preferably
exceed about 10 and should not fall below about 5 in order to ensure
hydrodynamic lubrication.
The actual coefficient of friction varies with the different bearing parameters in journal bearings, but is in the order of 0.01 to 0.005 and the film thickness varies from about 0.05 mm to 0.0025 mm. 35 kg/m2 mean oil film/pressure is a typical design figure for marine bearings.
HYDROSTATIC LUBRICATION :
In hydrostatic lubrication, metal surfaces are separated by a complete film of oil, but instead of self-generated the separating pressure is supplied from an external oil pump. So ideally, wear should be non-existent, but during starting and stopping boundary conditions apply for a short period with subsequent wear.
In marine application, probably the most difficult bearing to lubricate satisfactorily is the crosshead or gudgeon bearing, especially in 2-stroke engines. Loads are very high, the motion is non-continual as the bearing oscillates over a fairly short arc and, in addition, unless exceptionally stiff, the crosshead pin deflects under load so that pressure is not distributed evenly over the bearing.
The principle of the hydrostatic thrust or footstep bearing and a journal bearing is illustrated in Item 17. Correctly designed and with oil leakage carefully controlled, hydrostatic bearings can have a remarkably low coefficient of friction. The oil film rigidity can also be exceptionally high and may in fact act as a solid with a constant oil film of a predetermined thickness.
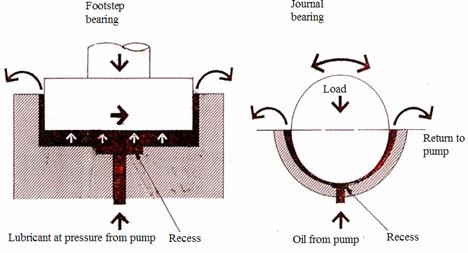
Hydrostatic lubrication

Hydrostatic journal bearing
In journal bearings, as shown in Item 18, one or more oil inlets are led to carefully shaped grooves or recess in the pressure area so that each forms its own fluid film to float the journal. The oil pump pressure is related directly to the load, the bearing clearance and the thickness of oil film required, but is usually in the order of 35-140 kg/cm2.
BOUNDARY LUBRICATION :
In boundary lubrication, under heavy load, low speed condition, when a film of oil is subjected to very high pressure, the pressure/viscosity effect is such that the oil is converted into an incompressible solid. Further more, specially in gears and in rolling line or point contact occurs, elastic deformation of the surface occurs. Under such condition very thin oil films will prevent wear. Under boundary conditions, within limits, the more viscous the lubricant the better, but usually it is better to improve the lubricating properties of the oil by the addition of suitable additives into relatively low viscosity base oils so that good heat transfer or cooling is also maintained.
When natural fatty compounds such as soap or acids are added to mineral oils, chemical adsorption, takes place and they increase 'oiliness' or 'metal-wetting' and provide effective boundary lubrication.
Present day lub oil companies use additives consisting, of sulphonates and phenates or salicylate to combat against adhesive wear.
Combined Polar and Extreme Pressure additives :-
Sulphur compounds are most effective E. P. agents, and they are effective as anti-weld or boundary lubricants up to about 650°c. chlorine type E. P. additives are satisfactory up to about 300°c. where as good polar compounds are fatty acids, such as oleic or stearic acid, metallic soap such as lead oleate. A combination of both are sulphurised sperm oil, chlorinated wax and chlorinated fatty compounds. The effect of combining polar compounds and E. P. additives in a mineral oil under boundary lubrication condition is shown in Item 20.
CYLINDER LUBRICATION
Cylinder lubricants are an essential component in the control of liner and piston ring wear in low speed crosshead diesel engines. High wear rates can be caused by (i) Corrosive, (ii) abrasive and (iii) adhesive wear, the conditions prevailing in the combustion space being the key influence on the type of wear experienced
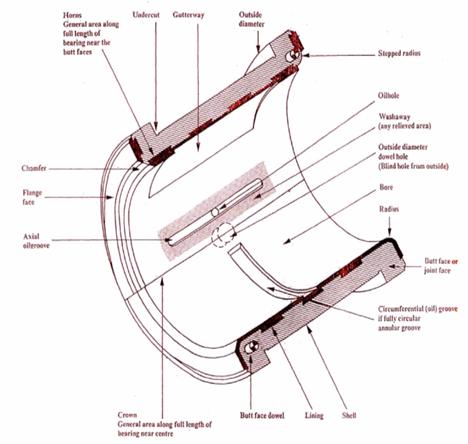
Technical terms and features of plain bearing
Traditionally, cylinder oils have high alkalinity to provide protection against corrosive wear caused due to sulphur content in the fuel. A base number of 70 provides adequate protection against corrosion. Moreover, increase in engine performance, and in particular the rise in cylinder liner temperature, has effectively engineered out high corrosive wear.
Abrasive wear due to carbonaceous particles can be sorted out by using good quality fuel, efficient fuel injector to create good combustion.
Adhesive wear (scuffing) occours when the surface asperities on the liner and piston rings have metal-to-metal contact. Local welding and metal deformation result, the amount of contact determining the rate of wear. The only way to control the wear is by using high temperature high performance additives. Using an 80 BN oil incorporating high temperature anti-wear additives, minimizes the amount of adhesive wear up to 50%.
Sulzer's multi-level accumulator system for cylinder lubrication of its RTA 2-stroke engines has proved particularly beneficial for good piston-running behaviour. The cylinder oil is fed to the liner surface via two levels of quills, fostering optimum distribution of the oil for lubricating efficiency and economy. The lub-oil pumps are driven by a frequency controlled electric-motor, the oil being distributed to the quill accumulators. The cylinder oil feed rate is controlled according to the engine load, adjustment can be made in line with the engine condition and during running-in via software in the engine control system.
Fuel contamination of the lubricant, causes black sludge and black paint deposits on the pistons, walls of the crankcase and camshaft housings, resulting in abnormal wear. BP Marine's new grade Energol IC - HFX, Mobilguard 30 and 40 series and ELF'S Disola M, Aurelia and Aurelia XT oils can combat the adverse effects of residual fuel contamination with the lubricant.